Сварка деталями с закладными нагревателями ПНД труб
Порядок выполнения операций
Сваркой деталями с закладными нагревателями (ЗН) соединяются полиэтиленовые (ПНД, ПЭ) трубы диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе сварки работы должны производиться при температуре воздуха от минус 10 до +30°С. На приведенные температурные интервалы, как правило, рассчитаны стандартные технологические режимы сварки ПНД труб. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
Производство сварочных работ заключается в подготовительных операциях и собственно сварке ПНД труб и соединительных деталей. Подготовительные операции для сварки деталями с ЗН включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку ПНД труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей деталей с ЗН и ПЭ труб.
Перед сборкой и сваркой концы ПНД труб и присоединительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы ПЭ труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
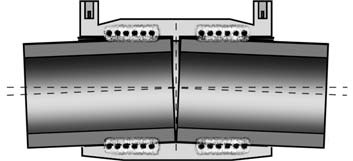
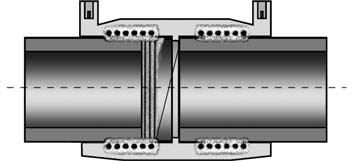
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы ПНД труб, подготавливаемых под сварку деталями с ЗН, проверяют, чтобы они были обрезаны ровно. Разрез ПНД трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
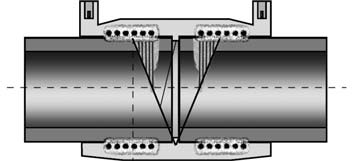
разрез ПНД трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент
частично не будет соприкасаться с трубой и произойдет вытекание расплава внутрь трубы
Концы полиэтиленовых (ПНД, ПЭ) труб, деформированные или имеющие глубокие (более 4-5 мм) забоины, обрезают. После отрезки концов ПЭ труб производится их механическая обработка (зачистка) при помощи зачистных оправок или скребков на длину, зависящую от глубины посадки детали с целью удаления наружного слоя с загрязнениями и окисной пленки.
Толщина снимаемого слоя зависит от допуска по диаметру ПНД трубы и не должна приводить к появлению недопустимых зазоров между трубой и деталью. Как правило, снимается стружка на глубину 0,1-0,2 мм. Сами детали с закладными нагревателями механической обработке не подвергаются из-за возможности повредить спираль.
снятие оксидного слоя с ПНД трубы
Для седловых отводов зачищается место на ПНД трубе, где они будут установлены
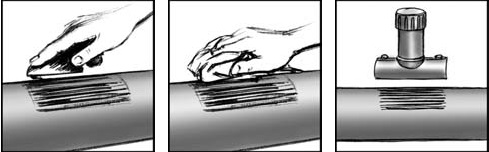
снятие оксидного слоя для установки седлового отвода
Неполное удаление оксидного слоя может привести к неоднородному и негерметичному сварному соединению.
Для облегчения одевания муфты на ПНД трубу после удаления оксидного слоя требуется снять фаску на внешнем ребре трубы.

снятие фаски для облегчения одевания муфты
Свариваемые полиэтиленовые (ПНД, ПЭ) трубы и детали должны быть соосны, без перекосов во избежание непровара. Закрепление ПЭ труб в позиционере является необходимой операцией. Он позволяет сцентрировать и устранить овальность свариваемых ПНД труб, помешать любому движению соединения во время сварки и остывания, предотвратить провисание ПЭ трубы, защитить соединение от случайных ударов, соблюсти необходимую соосность свариваемых ПНД труб и детали в процессе сварки.
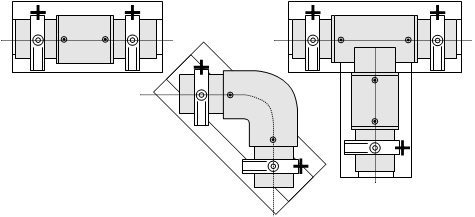
закрепление ПНД труб в позиционере является необходимой операцией
установка ПНД труб с перекосом является одной из причин некачественной сварки. Сварка ПНД труб с чрезмерным скосом может привести к смещению и замыканию витков спирали, вытеканию расплава из зоны сварки и пр.
При сварке полиэтиленовых (ПНД, ПЭ) труб большого диаметра так же необходимо обеспечить ненапряженное положение сопрягаемых деталей, т.е. концы ПНД труб, входящие в муфту не должны находиться под воздействием изгибающих напряжений и под действием усилий от собственного веса. При необходимости применять подставки, упоры или подходящие удерживающие приспособления. Следует соблюдать ненапряженную фиксацию сварных соединений до истечения времени остывания стыка. Напряженное положение вставленных в муфту концов ПНД трубы может привести к некачественному соединению.
Центрация полиэтиленовых (ПНД, ПЭ) труб при сварке с ЗН производится до величины, позволяющей без мерного усилия надеть муфту на конец ПНД трубы. Монтаж может осуществляться посредством равномерных по периметру торцевой части ударов пластиковым молотком. Если надвижение муфты на ПНД трубу происходит с чрезмерным усилием, то смещение, замыкание или обрыв витков спирали с большой вероятностью может иметь место.
недостаточное введение ПНД трубы в муфту является одной из причин некачественной сварки. Полноту введения ПНД трубы в муфту контролируется по отметке заранее сделанной маркером на поверхности ПНД трубы
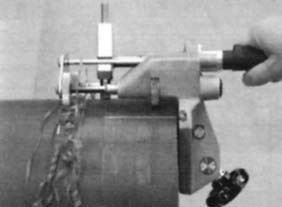
На качество сварки полиэтиленовых (ПНД, ПЭ) труб оказывает влияние их овальность, которая может появиться от длительного хранения ПНД труб в штабелях или при их поставке в бухтах. Максимально допустимый просвет между ПЭ трубой и муфтой по всему диаметру не должен превышать 3 мм. Если из-за овальности ПЭ трубы зазор между отцентрированной трубой и муфтой составляет более 3 мм (разница в диаметрах > 6 мм), то таким ПЭ трубам в пределах зоны сварки необходимо придать круглую форму. Калибровка (устранение овальности) концов ПНД труб осуществляется сжатием труб в зажимах центратора или позиционера. Если используемые позиционеры не могут обеспечить выправление концов ПНД труб за счет их обжатия, используются специальные скругляющие (калибрующие) зажимы, устанавливаемые на расстоянии 15-30 мм от торцов деталей или меток на ПНД трубе. Для предварительного выправления полиэтиленовых (ПНД, ПЭ) труб особенно эффективны ручные гидравлические выравнивающие машины.
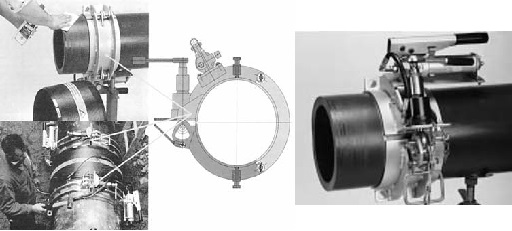
гидравлические выравнивающие машины позволяют устранить овальность ПНД труб для качественной сварки в муфте с ЗН
Непосредственно перед сваркой (предварительным прогревом и сваркой) полиэтиленовых (ПНД, ПЭ) труб и деталей подвергают протирке свариваемые наружные поверхности ПНД труб и внутренние поверхности деталей растворителями (спиртом или ацетоном) с целью удаления жировых пятен и поверхностных загрязнений, появившихся за период их крепления. Для обезжиривания используют бесцветные одноразовые впитывающие не ворсистые бумажные салфетки. Обезжиривающая жидкость перед началом сварки должна полностью испариться.
Внимание! В муфтах с ЗН диаметром 280 мм - 710 мм предусмотрен режим предварительного прогрева. Этот режим может быть использован непосредственно перед началом сварки для уменьшения зазора между ПНД трубой и муфтой до требуемой величины. В режиме предварительного прогрева муфта разогревает введенную в неё ПНД трубу до температуры ~90°С. При указанной температуре происходит максимальное тепловое расширение полиэтиленовой трубы, без её плавления. Расширения самой муфты при этом не происходит, за счет имеющихся у неё "ребер жесткости". Если после использования нескольких циклов предварительного прогрева не удалось за счет расширения ПЭ трубы свести зазор к требуемому минимуму, то качественная сварка данной ПНД трубы невозможна и необходимо применений специальных приспособлений, исправляющих геометрию ПНД трубы. Для муфт диаметром 280-450 мм режим предварительного прогрева применяется исходя их условий проведения работ. Для муфт диаметром 500-710 мм использование режима предварительного прогрева является обязательным. После окончания процесса предварительного прогрева (~12 мин) необходимо дать время для равномерного распределения тепла. В это время можно, при необходимости, производить процесс прогрева второй половины муфты (муфты диаметром 280 мм и более имеют раздельные спирали и каждая сторона сваривается отдельно).
Поскольку режим предварительного прогрева непосредственно предшествует режиму сварки, то соединение должно быть полностью подготовлено к сварке.
Несмотря на возможно стесненные условия, необходимо обеспечить полную защиту сварного соединения от попадания влаги, песка и пр. Для этого после сборки соединения зазор между муфтой и полиэтиленовой (ПНД, ПЭ) трубой закрывают с помощью клейкой ленты. Перекрытие зазора во время сварки (предварительного прогрева) необходимо, так же, во избежание тепловых потерь. Для избежания потерь тепла заглушаются и открытые концы свариваемых ПНД труб.
Технологический процесс сварки полиэтиленовых (ПНД, ПЭ) труб с помощью соединительных деталей с закладными нагревателями ведется в следующей последовательности:
- обработанные концы ПНД труб вводят внутрь соединительной детали до упора (для седловых отводов - одевают отвод на ПЭ трубу);
- закрепляют ПНД трубы вместе с соединительной деталью в специальном центрирующем и фиксирующем приспособлении (позиционере);
- подсоединяют аппарат к электрической сети или автономному электрогенератору, обеспечивающему необходимое напряжение и мощность;
- присоединяют сварочный кабель к выводам закладного нагревателя детали;
- вводят в память аппарата требуемый режим сварки (предпрогрева) и контролируют по его дисплею заданное напряжение и время;
- запускают процесс сварки (предпрогрева) нажатием кнопки "пуск" (после запуска цикла весь необходимый технологический процесс происходит в автоматическом режиме);
- контролируют визуально прохождение процесса сварки (по дисплею аппарата) и образование сварного соединения (по выдвижению индикаторов сварки);
- после окончания сварки и естественного остывания полученного соединения извлекают ПНД трубы из зажимов позиционера и проставляют на сварном соединении его порядковый номер краской или маркерным карандашом.
Основным способом ввода информации является штриховый код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарта. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные детали с ЗН должны соответствовать данным, появившемся на дисплее аппарата. Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировке времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10-30 мин после охлаждения соединения.
Внимание! Муфты с ЗН могут предусматривать возможность повторной сварки. Повторная сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
При сварке с полиэтиленовыми (ПНД, ПЭ) трубами седловых отводов сначала рекомендуется приварить отвод к магистральной трубе трубопровода, а затем к его патрубку подгоняется и приваривается отводная ПНД труба. В случае обнаружения брака при сварке отвода эта сварка бракуется и рядом на трубе приваривается новый отвод.
Для седловых отводов и других изделий аналогичного типа после сварки и охлаждения соединения производят сверловку (фрезерование) стенки ПНД трубы для соединения внутренних полостей отвода магистральной трубы. Перед началом фрезерования рекомендуется выдержать седловой отвод еще в течение 15-20 мин. (в дополнение ко времени его охлаждения при сварке).
Как было уже отмечено, сдавливание контактирующих поверхностей ПНД трубы и детали обеспечивается за счет теплового расширения ПНД трубы. Поэтому, подготавливая полиэтиленовые (ПНД, ПЭ) трубы к сварке, важно не только обеспечить качественную зачистку конца ПНД трубы для удаления поверхностного окисленного и загрязненного слоя, но и обеспечить минимальный зазор между наружной поверхностью ПНД трубы и внутренней поверхностью детали. Иначе, из-за отсутствия сдавливания и необходимого течения расплава, получение качественного сварного соединения будет невозможным.
Неточность подгонки свариваемых поверхностей приводит к появлению зазоров и, как следствеи, к снижению прочностных характеристик соединения. На величину зазора влияет характер механической обработки (зачистки) ПНД труб, их овальность, изгиб образующей трубы и другие аналогичные факторы.
В силу этих причин, точности подгонки свариваемых изделий должно уделяться не меньше внимания, чем контролю за соблюдением параметров сварки.
Заказать проектирование и сварку полиэтиленовых (ПНД, ПЭ) труб,
а также получить консультацию квалифицированного специалиста,
Вы можете связавшись с нами по телефону
8-499-755-54-82