Сварка ПНД труб встык: порядок выполнения операций
Сваркой нагретым инструментом встык соединяются полиэтиленовые (ПНД, ПЭ) трубы диаметром от 50 мм до 1200 мм.
Работы по стыковой сварке должны производиться при температуре воздуха от минус 10 до +30°С. На приведенные температурные интервалы, как правило, рассчитаны стандартные технологические режимы сварки. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
Производство сварочных работ заключается в подготовительных операциях и собственно сварке полиэтиленовых (ПНД, ПЭ) труб.
Подготовительные операции включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
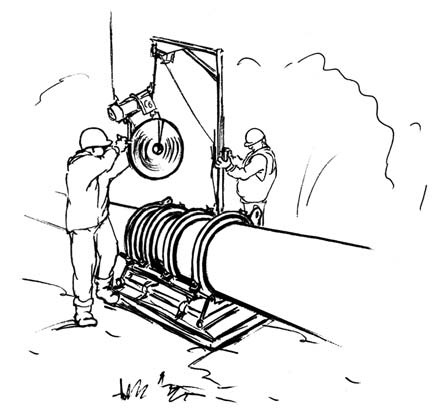
- закрепление и центровку полиэтиленовых (ПНД, ПЭ) труб и деталей в зажимах центратора сварочной машины;
- механическую обработку торцов свариваемых поверхностей ПНД труб и деталей
закрепление и центровка в зажимах центратора сварочной машины
При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых ПНД труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность ПНД труб. Трущиеся поверхности металлических деталей покрываются смазками по рекомендациям изготовителя. Рабочие поверхности нагревателя и инструментов для обработки полиэтиленовых (ПНД, ПЭ) труб очищаются от пыли и остатков полиэтилена при помощи чистых и сухих хлопчатобумажных или льняных тканей (или деревянных лопаточек), а при необходимости протираются растворителями. Очистку нагревателя от остатков налипшего полиэтилена производят в горячем состоянии. Электрические кабели полностью разматывают и присоединяют к автономным источникам питания при электрической сети.
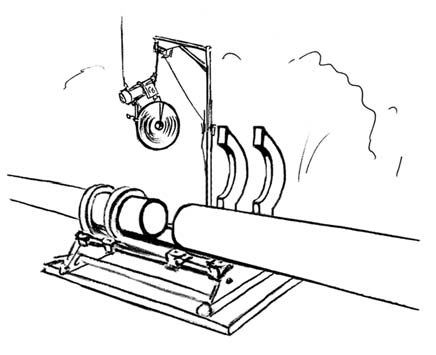
введение торцевателя для механической обработки торцов свариваемых поверхностей ПНД труб
Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей. Электроагрегаты автономного электропитания должны быть заправлены топливом и проверены на исправность контрольным запуском.
Размещение сварочного оборудования должно производиться на заранее расчищенной и спланированной площадке или трассе трубопровода после складирования на ней полиэтиленовых (ПНД, ПЭ) труб. При необходимости место сварки защищают от атмосферных осадков, пыли и песка при помощи тентов или палаток.

палатка для защиты от неблагоприятных погодных условий
Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента и величины давления и времени.
Сборку свариваемых полиэтиленовых (ПНД, ПЭ) труб и деталей, включающих установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Рекомендуемый вылет концов ПНД труб из центратора при стыковой сварке составляет 30-50 мм (деталей с короткими хвостовиками - не менее 5 мм). Зажимы стягивают так, чтобы предотвратить проскальзывание ПНД труб при приложении к ним усилия сварки и устранить (насколько это возможно) овальность на торцах. Под свободные концы ПНД труб устанавливают опоры, чтобы выровнять их в горизонтальной плоскости. Опоры должны быть устойчивыми и предусматривать возможность необходимого перемещения ПЭ трубы в горизонтальной плоскости.
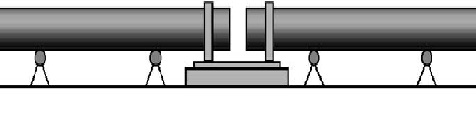
правильное положение труб при сварке достигается с помощью специальных опор
Для полиэтиленовых (ПНД, ПЭ) труб больших диаметров это является крайне важным, так как обладающая достаточным собственным весом ПНД труба может повлиять на положение свариваемого конца и сместить его под углом к вертикали. Это является прямым нарушением технологии и качество сварки ПНД труб не может быть гарантировано. Особое внимание расположению опор уделяется при использовании сварочных машин, имеющих только по одному зажиму для каждой ПЭ трубы (двухзажимные сварочные машины).
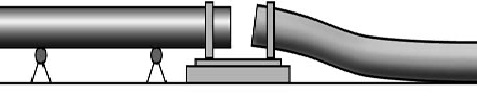
без применения опор ПНД труба большого диаметра может сместить свариваемый конец под углом к вертикали,
что делает качественную сварку невозможной
Требование по установке опор действует и при сварке полиэтиленовой (ПНД, ПЭ) трубы с соединительными деталями. Концы ПЭ труб и деталей при сварке нагретым инструментом встык центрируют по наружной поверхности таким образом, чтобы максимальная величина смещения кромок не превышала 10% номинальной толщины стенки свариваемых полиэтиленовых (ПНД, ПЭ) труб. Необходимость точной подгонки объясняется тем, что чрезмерное смещение кромок ПНД труб отрицательно сказывается на качестве стыков. Подгонку ПЭ труб при центровке осуществляют поворотом одной или обеих труб вокруг оси, перестановкой опор под ПЭ трубами на различном расстоянии, использованием прокладок и другими способами. При разнице в толщине стенок свариваемых ПНД труб или деталей на трубе (детали), имеющей большую толщину, делают скос по углом 15 +- 3° к оси ПНД трубы до толщины стенки тонкой трубы (детали). Скос выполняют острым ножом или резцом в специальном приспособлении.
Закрепленные и сцентрированные концы полиэтиленовых (ПНД, ПЭ) труб и деталей перед сваркой подвергают механической обработке торцов (торцеванию), с целью очистки и выравнивания свариваемых поверхностей непосредственно в сварочной машине.
Обработка концов ПНД труб под стыковую сварку производится при помощи специального торцевателя из комплекта сварочной машины. При обработке толщина снимаемой стружки должна составлять 0,1-0,3 мм.
После торцевания полиэтиленовых (ПНД, ПЭ) труб проверяется наличие зазоров между ними. Между торцами, приведенными в соприкосновение, не должно быть зазоров, превышающих:
0,3 мм - для труб диаметром до 110 мм;
0,5 мм - для труб диаметром свыше 110 мм до 225 мм;
0,7 мм - для труб диаметром свыше 225 мм до 400 мм;
1,0 мм - для труб диаметром более 400 мм.
После механической обработки загрязнение поверхности торцов не допускается. Удаление стружки изнутри ПЭ трубы или детали производят с помощью кисти, а снятие заусенцев с острых кромок торцов - с помощью ножа.
Перед сваркой полиэтиленовых (ПНД, ПЭ) труб нагретым инструментом встык производят измерение потери давления холостого хода.
введение нагревателя между торцами труб
Контроль давления при сварке ведут при помощи манометра гидравлического насоса (насосной станции), контроль за временем - по секундомеру. Изменение величины давления в процессе сварки производят по циклограмме.
Время нагрева и охлаждения, а в некоторых случаях температуру нагревателя, корректируют в зависимости от температуры окружающего воздуха.
Технологическая пауза на удаление нагревателя не должна затягиваться. Если задержка все таки возникла и температура свариваемых поверхностей упала ниже допустимой (особенно в случае неблагоприятных погодных условий), то качественная сварка ПНД труб станет невозможной. В этом случае необходимо повторно произвести механическую обработку и сварку.
У каждого сварного соединения должно быть нанесено обозначение (номер, клеймо) сварщика, выполнившего это соединение. Нанесение необходимой маркировки производится сварочный грат через 20-40 секунд после начала оперции осадки, когда полученное соединение находится в зажимах центратора сварочной машины. Маркировка (шифр или номер) ставится сварщиком клеймом на горячем расплаве грата в двух диаметральных точках. В случае остывшего сварочного грата возможна маркировка стыков горячим клеймом. Клеймо с определенным цифровым или буквенном шифром присваивается каждому сварщику и регистрируется в журнале производства работ.
При использовании машин с высокой и средней степенями автоматизации указанный порядок выполнения технологических операций, кроме установки (иногда выемки) нагревателя и извлечения ПНД труб из зажимов, производится автоматически по командам системы управления сварочной машины. В этом случае в задачи оператора входит ввод необходимой информации, которой обычно производится при помощи фотооптического карандаша и карточки штрихового кода, и визуальные контроль за выполнением сварочных операций. Распечатка параметров сварки должна сопровождать каждый сваренный стык.
Заказать проектирование и сварку полиэтиленовых (ПНД, ПЭ) труб,
а также получить консультацию квалифицированного специалиста, Вы можете связавшись с нами по телефону
8-499-755-54-82